


轧辊钢316Ti不锈钢管闪电发货的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:浙江台州轧辊钢316Ti不锈钢管闪电发货的图文介绍

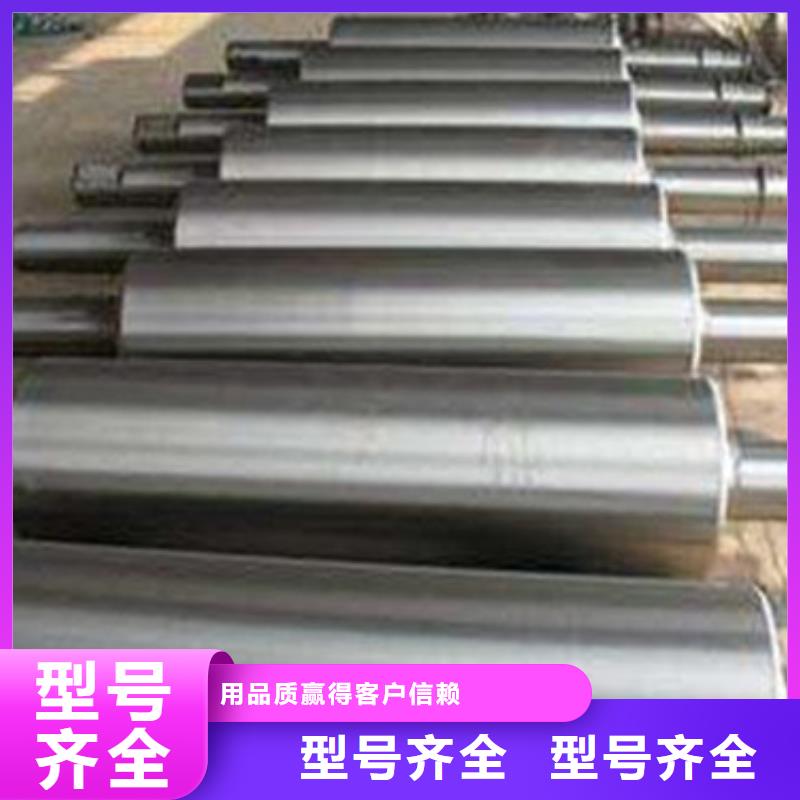
其主要质量要求有强度、硬度、耐热性及耐用性。轧制强度是基本的指标,在满足强度要求的同时,还必须有一定的耐冲击韧性。要使轧辊具有足够的强度,主要从选择轧辊材质及确定合理的轧辊结构与尺音上考虑。轧辊强度足够与否,可根据轧辊强度计算确定。
硬度通常是指轧辊工作表面的硬度,也是轧辊的主要质旦指标。它决定轧辊的耐磨性,在一定程度上决定轧辊的使用寿命。轧辊的硬度可通过材料选用及对轧辊表面进行某种热处理来满足要求。另外,对于热轧辊来说,它还应具有一定的耐热性,以保证轧制产品的精度,同时也决定轧辊的使用寿命。随着轧制技术的发展及市场的激烈竞争,对轧辊的技术要求越来越难。提高轧辊的使用寿命,可降低产品酌生产成本,对于板带轧机的轮辊来说,对轧辊表面质量提出了更高要求。


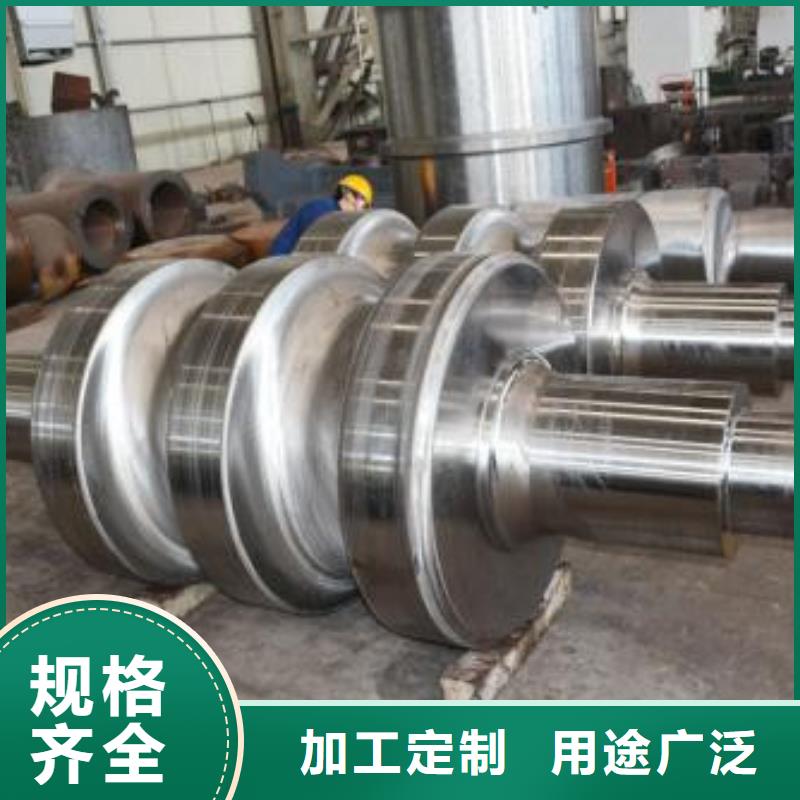
使钢水凝固后与锻钢轴形成冶金结合。随着钢液不断注入,不断凝固,结晶器向上移动,终形成外层为高速钢,辊芯和辊颈为锻钢的复合轧辊。由于外层材料经电渣精炼,洁净度高,可满足冷轧的要求,用作冷轧工作辊。日本日立公司用ESR法生产了尺寸为φ425 mm × 1880 mm的冷轧半高速钢轧辊。ESR法存在的 问题是成本较高,且难以制造较大的轧辊,另外,电渣渣料中含较多的CaF,会逸出HF、SiF4、SF6等有害气体,危害工人,造成环境污染。ESR法生产的半高速钢辊坯经轻锻后,在1060℃淬火和500℃回火后加工成轧辊,表面硬度为97 HS,有良好的耐磨性和抗事故能力。 我国科学家也发明了电渣熔铸制造复合轧辊方法。以预先制造好的辊芯为电渣熔铸的内结晶器,以需复合的轧辊外套层材料为电渣熔铸的自耗电极。该装置外结晶器的内径和连体双U形坩埚金属液出口的直径等于需复合的复合轧辊的外径;自耗电极的熔化速率控制在100-1000 kg/h。自耗电极可为一根或两根以上。该方法可使复合轧辊获得较窄的过渡层和良好的复合性能。



新物通物资(台州市分公司)为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保,塑造 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管先锋,实现持续发展”的倡导下,我们借助于的运作、合理的价格、强大的配送设施,在 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方优惠价格,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。


1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。



